Plc Omron m1a 244s28
This document was ed by and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this report form. Report l4457
Overview 6h3y3j
& View Plc Omron m1a as PDF for free.
More details h6z72
- Words: 956
- Pages: 9
FACULTAD DE INGENIERÍA INDUSTRIAL
ESCUELA DE INDUSTRIAL INSTALACIONES INDUSTRIALES
TEMA: PLC OMRON M1A ESTUDIANTE: Henry Jaramillo Constante Andrés Espinoza
DOCENTE: Ing. Fernando Saa
AMBATO – ECUADOR
Fecha: 05/11/2017
ÍNDICE
OBJETIVO. – ............................................................................................................................ 3 DESARROLLO ......................................................................................................................... 3 CONCLUSIONES ..................................................................................................................... 9
INDICE DE FIGURAS
Ilustración 1:PLC OMRON M1A ......................................................................................... 3 Ilustración 2 Herramienta de programación y monitorización SYSWIM ................................. 5 Ilustración 3 Dimensiones PLC M1 ...................................................................................... 6 Ilustración 4: Funciones M1A............................................................................................... 7 Ilustración 5 Corte de Laminas Metálicas ................................................................................. 7 Ilustración 6 Contadora de Chips............................................................................................... 8 Ilustración 7:Cinta Transportadora M1A .............................................................................. 8
INDICE DE TABLAS
Tabla 1: características técnicas Plc Omron M1A ................................................................ 4 Tabla 2: Especificaciones Generales ......................................................................................... 6
2
OBJETIVO. – •
Investigar las principales características del PLC OMRON M1A
DESARROLLO
El PLC (CONTROLADOR LÓGICO PROGRAMABLE) Un controlador lógico programable es un dispositivo que controla una máquina o proceso y puede considerarse simplemente como una caja de control con dos filas de terminales: una para salida y otra para entrada. Los terminales de entrada reciben señales de realimentación() para conexión a dispositivos como interruptores de láminas, disyuntores de seguridad, sensores de proximidad, sensores fotoeléctricos, pulsadores e interruptores manuales, y otros dispositivos de entrada. (Cuspinera, 1997) El PLC M1A fue desarrollado por la empresa japonesa del mismo nombre dedicada a la fabricación de sistemas de automatización industrial. Este potente y pequeño PLC de Omron está diseñado para el control flexible, significan la culminación de la familia M. Aportando entre otras características su reducido tamaño y la amplia posibilidad de expansión de estos equipos hasta los 100 puntos de entrada y salida. De esta manera el logra cubrir el control de máquinas o pequeñas instalaciones ahorrando espacio y disponiendo de un abanico de posibilidades como varios tipos de Us, salidas a relé o transistor, expansores digitales o analógicos, etc. (CORPORATION, 2011)
Ilustración 1:PLC OMRON M1A FUENTE: CATALOGO OMRON
3
CARACTERISTICAS PRINCIPALES tabla 1: características técnicas Plc Omron M1A fuente: Catalogo Omron Corporation
PARAMETROS
M1A
U I/O
10, 20, 30, 40
Max I/O
100
Alimentación Memoria. de Programación Tiempo por instrucción Nº de instrucciones
24 Vdc – 100 a 240Vac 2K 0.76 microseg. 91
Contador alta velocidad
5 KHz
Salida de pulsos
2 KHz
I/O analógicas
Módulo de Expansión
Conectividad
HostLink, NTLink 1:1, CompoBus/S Slave, DeviceNet Slave, Profibus-DP Slave
Built in ports
Periférico
COMPATIBILIDAD M1A es soportado por SYSwin, la misma herramienta de programación y monitorización que aceptan los demás PLCs de Omron. Desde este software es muy fácil diseñar, documentar y editar los programas, así como monitorizar y supervisar su funcionamiento.
4
Ilustración 2 Herramienta de programación y monitorización SYSWIM Fuente: MikroElektronika
Salidas a Relé o Transistor Las Us y módulos expansores están disponibles con salidas a relé o a transistor. En este último caso, dos tipos de conexionado externo es posible: negativo común o positivo común en función de los dispositivos que se conecten a las salidas. El M1A puede gobernar hasta 2 salidas de pulsos para comandar servomotores.
Expansión Analógica Mediante el módulo M1A--MAD01 es posible dotar al M1A de 2 entradas y 1 salida analógicas de 8 bits de resolución para llevar a cabo tareas de adquisición de variables o proporcionar consignas bá- sicas para variadores de velocidad u otros equipos. Hasta 3 módulos pueden ser conectados a una U expandible.
5
Dimensiones Externas
Ilustración 3 DIMENSIONES PLC M1 Fuente: Catalogo Omron
Especificaciones Generales Tabla 2: Especificaciones Generales Fuente: Catalogo Omron
6
FUNCIONES La U M1A de 10 puntos de E/S tiene dos entradas de interrupción y las Us de 30, 30 y 40 puntos de E/S disponen de cuatro. Las entradas de interrupción pueden funcionar en dos modos.
Ilustración 4: Funciones M1A Fuente: Catalogo Omron
Ejemplos de Aplicación: Corte de láminas metálicas a longitudes especificadas El interruptor de proximidad detecta el borde de una placa metálica para activar la guillotina. Las láminas metálicas se pueden cortar a las longitudes especificadas y a elevada velocidad.
Ilustración 5 Corte de Laminas Metálicas Fuente: Catalogo Omron
7
Entradas rápidas La U M1A de 10 puntos tiene dos entradas rápidas y las Us M1A de 20, 30 y 40 puntos disponen de cuatro (compartidas con las entradas de interrupción). Dado que se dispone de un buffer interno, la función de entradas rápidas puede detectar incluso señales modificadas dentro de un ciclo. Cálculo del número de chips El detector F2LP--W detecta las piezas que pasan. Se puede obtener un contaje fiable incluso cuando el tiempo en ON de la entrada es corto.
Ilustración 6 Contadora de Chips Fuente: Catalogo Omron
Control “manual” de la operación de cintas transportadoras Una cinta transportadora se puede parar temporalmente según lo requiera el proceso de montaje. Cuando se utilizan finales de carrera y la función de temporizador combinados, las cintas se pueden parar durante un tiempo fijo o pueden a velocidad constante durante una distancia fija. El ajuste fino del tiempo de parada se puede efectuar manualmente mediante los potenciómetros de selecciones analógicas. (CORPORATION, 2011)
Ilustración 7:Cinta Transportadora M1A
8
CONCLUSIONES ❖ Es necesario conocer primeramente antes de instalar un PLC, todo el proceso de fabricación, determinando las áreas de aplicación donde sea necesario implementar un sistema de automatización industrial, garantizando a la empresa la obtención de productos de calidad. ❖ Muchas de las pérdidas de tiempo, cuellos de botella, mal desempeño y obtención de muchos productos de baja calidad se deben a la escasez de un sistema automatizado industrial. Hoy en día representa lo innovador en las empresas, beneficiándolas directamente con la obtención de productos que cumplen los estándares más estrictos de calidad y por lo tanto la obtención de grandes ganancias económicas.
Bibliografía CORPORATION, O. (Agosto de 2011). PORTAL ELECTROZONA - CATALOGO DE PRODUCTOS M1A. Obtenido de http://www.portalelectrozona.com/pdf/descatalogadosplc/M1A_Catalogos_Producto.pdf Cuspinera, J. H.-J.-A. (1997). Control Electroneumático y Electronico. Barcelona: Marcombo, S.A.
9
ESCUELA DE INDUSTRIAL INSTALACIONES INDUSTRIALES
TEMA: PLC OMRON M1A ESTUDIANTE: Henry Jaramillo Constante Andrés Espinoza
DOCENTE: Ing. Fernando Saa
AMBATO – ECUADOR
Fecha: 05/11/2017
ÍNDICE
OBJETIVO. – ............................................................................................................................ 3 DESARROLLO ......................................................................................................................... 3 CONCLUSIONES ..................................................................................................................... 9
INDICE DE FIGURAS
Ilustración 1:PLC OMRON M1A ......................................................................................... 3 Ilustración 2 Herramienta de programación y monitorización SYSWIM ................................. 5 Ilustración 3 Dimensiones PLC M1 ...................................................................................... 6 Ilustración 4: Funciones M1A............................................................................................... 7 Ilustración 5 Corte de Laminas Metálicas ................................................................................. 7 Ilustración 6 Contadora de Chips............................................................................................... 8 Ilustración 7:Cinta Transportadora M1A .............................................................................. 8
INDICE DE TABLAS
Tabla 1: características técnicas Plc Omron M1A ................................................................ 4 Tabla 2: Especificaciones Generales ......................................................................................... 6
2
OBJETIVO. – •
Investigar las principales características del PLC OMRON M1A
DESARROLLO
El PLC (CONTROLADOR LÓGICO PROGRAMABLE) Un controlador lógico programable es un dispositivo que controla una máquina o proceso y puede considerarse simplemente como una caja de control con dos filas de terminales: una para salida y otra para entrada. Los terminales de entrada reciben señales de realimentación() para conexión a dispositivos como interruptores de láminas, disyuntores de seguridad, sensores de proximidad, sensores fotoeléctricos, pulsadores e interruptores manuales, y otros dispositivos de entrada. (Cuspinera, 1997) El PLC M1A fue desarrollado por la empresa japonesa del mismo nombre dedicada a la fabricación de sistemas de automatización industrial. Este potente y pequeño PLC de Omron está diseñado para el control flexible, significan la culminación de la familia M. Aportando entre otras características su reducido tamaño y la amplia posibilidad de expansión de estos equipos hasta los 100 puntos de entrada y salida. De esta manera el logra cubrir el control de máquinas o pequeñas instalaciones ahorrando espacio y disponiendo de un abanico de posibilidades como varios tipos de Us, salidas a relé o transistor, expansores digitales o analógicos, etc. (CORPORATION, 2011)
Ilustración 1:PLC OMRON M1A FUENTE: CATALOGO OMRON
3
CARACTERISTICAS PRINCIPALES tabla 1: características técnicas Plc Omron M1A fuente: Catalogo Omron Corporation
PARAMETROS
M1A
U I/O
10, 20, 30, 40
Max I/O
100
Alimentación Memoria. de Programación Tiempo por instrucción Nº de instrucciones
24 Vdc – 100 a 240Vac 2K 0.76 microseg. 91
Contador alta velocidad
5 KHz
Salida de pulsos
2 KHz
I/O analógicas
Módulo de Expansión
Conectividad
HostLink, NTLink 1:1, CompoBus/S Slave, DeviceNet Slave, Profibus-DP Slave
Built in ports
Periférico
COMPATIBILIDAD M1A es soportado por SYSwin, la misma herramienta de programación y monitorización que aceptan los demás PLCs de Omron. Desde este software es muy fácil diseñar, documentar y editar los programas, así como monitorizar y supervisar su funcionamiento.
4
Ilustración 2 Herramienta de programación y monitorización SYSWIM Fuente: MikroElektronika
Salidas a Relé o Transistor Las Us y módulos expansores están disponibles con salidas a relé o a transistor. En este último caso, dos tipos de conexionado externo es posible: negativo común o positivo común en función de los dispositivos que se conecten a las salidas. El M1A puede gobernar hasta 2 salidas de pulsos para comandar servomotores.
Expansión Analógica Mediante el módulo M1A--MAD01 es posible dotar al M1A de 2 entradas y 1 salida analógicas de 8 bits de resolución para llevar a cabo tareas de adquisición de variables o proporcionar consignas bá- sicas para variadores de velocidad u otros equipos. Hasta 3 módulos pueden ser conectados a una U expandible.
5
Dimensiones Externas
Ilustración 3 DIMENSIONES PLC M1 Fuente: Catalogo Omron
Especificaciones Generales Tabla 2: Especificaciones Generales Fuente: Catalogo Omron
6
FUNCIONES La U M1A de 10 puntos de E/S tiene dos entradas de interrupción y las Us de 30, 30 y 40 puntos de E/S disponen de cuatro. Las entradas de interrupción pueden funcionar en dos modos.
Ilustración 4: Funciones M1A Fuente: Catalogo Omron
Ejemplos de Aplicación: Corte de láminas metálicas a longitudes especificadas El interruptor de proximidad detecta el borde de una placa metálica para activar la guillotina. Las láminas metálicas se pueden cortar a las longitudes especificadas y a elevada velocidad.
Ilustración 5 Corte de Laminas Metálicas Fuente: Catalogo Omron
7
Entradas rápidas La U M1A de 10 puntos tiene dos entradas rápidas y las Us M1A de 20, 30 y 40 puntos disponen de cuatro (compartidas con las entradas de interrupción). Dado que se dispone de un buffer interno, la función de entradas rápidas puede detectar incluso señales modificadas dentro de un ciclo. Cálculo del número de chips El detector F2LP--W detecta las piezas que pasan. Se puede obtener un contaje fiable incluso cuando el tiempo en ON de la entrada es corto.
Ilustración 6 Contadora de Chips Fuente: Catalogo Omron
Control “manual” de la operación de cintas transportadoras Una cinta transportadora se puede parar temporalmente según lo requiera el proceso de montaje. Cuando se utilizan finales de carrera y la función de temporizador combinados, las cintas se pueden parar durante un tiempo fijo o pueden a velocidad constante durante una distancia fija. El ajuste fino del tiempo de parada se puede efectuar manualmente mediante los potenciómetros de selecciones analógicas. (CORPORATION, 2011)
Ilustración 7:Cinta Transportadora M1A
8
CONCLUSIONES ❖ Es necesario conocer primeramente antes de instalar un PLC, todo el proceso de fabricación, determinando las áreas de aplicación donde sea necesario implementar un sistema de automatización industrial, garantizando a la empresa la obtención de productos de calidad. ❖ Muchas de las pérdidas de tiempo, cuellos de botella, mal desempeño y obtención de muchos productos de baja calidad se deben a la escasez de un sistema automatizado industrial. Hoy en día representa lo innovador en las empresas, beneficiándolas directamente con la obtención de productos que cumplen los estándares más estrictos de calidad y por lo tanto la obtención de grandes ganancias económicas.
Bibliografía CORPORATION, O. (Agosto de 2011). PORTAL ELECTROZONA - CATALOGO DE PRODUCTOS M1A. Obtenido de http://www.portalelectrozona.com/pdf/descatalogadosplc/M1A_Catalogos_Producto.pdf Cuspinera, J. H.-J.-A. (1997). Control Electroneumático y Electronico. Barcelona: Marcombo, S.A.
9
Related Documents 543cg

Plc Omron m1a 244s28
December 2019 42
Plc Training Kit Omron m1a 3k6u38
December 2019 39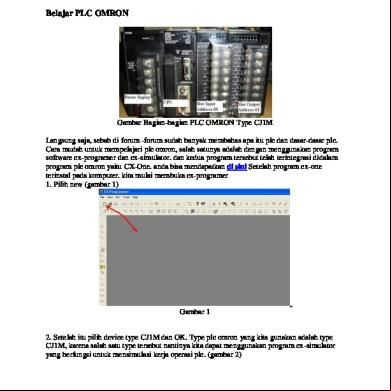
Belajar Plc Omron 65y39
November 2019 63
Identifikasi Plc Omron m2a 4t6y66
December 2020 0
Syswin 3.4 Omron Plc 638k
December 2019 53
Omron Plc Zen Manual 152g68
November 2022 0More Documents from "HenryJaramilloConstante" 4h151o